
ąŘĽü´ĘŁşĚŐ´É˝đĘô»Ż ÎŮ˝¬ ˝đĘô˝¬ÁĎ ÉŐ˝á
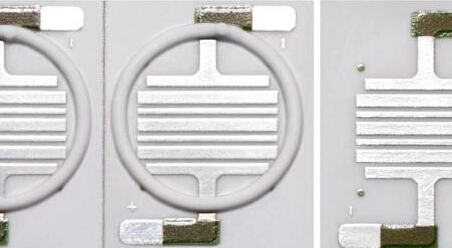
ŐŞŇŞŁşŃő»ŻÂÁĚŐ´ÉŇňÎŞĆäÔÚ¸ßƵ»·ľłĎÂľß±¸ÁĽşĂµÄµçĆ÷ĐÔÄÜŁ¬Ćä˝ÓµçËđşÄСŁ¬±ČĚĺ»ýµç×č´óŁ¬»úеǿ¶Č¸ßŁ¬ČČĹňŐÍϵĘýСŁ¬ÔěĽŰłÉ±ľµÍÁ®Ł¬ĘǸ÷ŔŕµçĆ÷ÔŞĽţÖĐÖŘŇŞµÄľřÔµ˛ÄÁϡŁµ«ÓÉÓÚŃő»ŻÂÁĚŐ´ÉÖ±˝ÓÓë˝đĘôş¸˝Ó´ćÔÚĐí¶ŕÄŃŇԿ˷ţµÄŔ§ÄŃŁ¬ËůŇÔĐčŇŞÔÚĆä±íĂćĐÎłÉŇ»˛ă˝đĘô±ˇÄ¤Ł¬Ľ´˝řĐĐ˝đĘô»ŻˇŁÄżÇ°Ö÷ŇŞ˛ÉÓõŤŇŐÖ÷ŇŞÎŞÔÚĚմɱíĂćÉŐ˝áłöŇ»˛ă˝đĘô±ˇÄ¤Ŕ´´ďµ˝ĚŐ´É˝đĘô»ŻµÄÄżµÄˇŁ
ÔÚĚŐ´É˝đĘô»ŻÁěÓňÖ®ÖĐŁ¬×îąă·ş˛ÉÓõÄÎŞîâĂĚ·¨ˇŁµ«Ëć×Ĺą¤ŇյIJ»¶Ď˝ř˛˝Ł¬ÄżÇ°ŇŃľÓĐĽĽĘőČËÔ±˛ÉÓĂÁ®ĽŰ˝đĘô--ÎŮŁ»Ŕ´¶ÔĚŐ´ÉŔ´˝řĐĐ˝đĘô»ŻˇŁÎŢÂŰĘÇ´ÓÔ˛ÄÁϳɱľŁ¬µçѧĐÔÄÜŁ¬»ąĘÇ»úеǿ¶ČµČĽĽĘőÖ¸±ęŔ´ż´Ł»˛ÉÓĂ˝đĘôÎŮŔ´˝řĐĐĚŐ´É˝đĘô»ŻµÄą¤ŇŐ¶Ľ˛»ŃÇÓÚîâĂĚ·¨Ł¬ÔÚijЩĚŘĘâµÄĚŐ´É»ůƬ˝đĘô»ŻÓĂÍľÉőÖÁÔ¶ł¬´«Íłą¤ŇŐÉú˛úµÄ˛ÄÁϡŁ
¶řÎٵÄĚŐ´É˝đĘô»ŻÖĐ×î»ů±ľµÄ˛ż·ÖľÍĘÇÎŮ˝¬µÄÉú˛úĽÓą¤ÁˡŁÓëĚ«ŃôÄÜŇř˝¬Éú˛úŔŕËơŁÎŮ˝¬ÔÚĽÓą¤ąýłĚÖеÄϸ¶ČĘÇ»áÖ±˝ÓÓ°Ďě×îÖŐµÄÉŐ˝áЧąűˇŁČçąűϸ¶ČÎŢ·¨Âú×ăŇŞÇóŁ¬ÔňÉŐ˝áşóµÄĚŐ´É»ůƬÁĽÂĘ˝«ĘÜŃĎÖŘÓ°Ď졣ԪĆ÷Ľţ˝áşĎµÄĆřĂÜĐÔˇ˘ÉŐ˝á˛ă¸˝×ĹÁ¦ˇ˘Ďß·µçѧĐÔÄܵȶĽÎŢ·¨±ŁÖ¤ÖĘÁżˇŁ
Ň»°ăŔ´ËµŁ¬ÓĂÓÚĚŐ´É˝đĘô»ŻµÄÎŮ˝¬Őł¶Č˝Ď¸ßŁ¬»ů±ľÉ϶ĽÔÚ80000CpsŇÔÉĎŁ»¶řŇŞÇóµÄϸ¶ČÔňÔÚ4um-5umˇŁÓÉÓÚĆŐͨČýąő»úÄÜą»×îÖŐ´ďłÉµÄ·ÖɢŃĐĥϸ¶Č¶ĽÔÚ10umŇÔÉĎŁ¬ËůŇÔĐčŇŞ˛ÉÓø߾«¶ČµÄČýąő»úŔ´˝řĐĐ·ÖɢŃĐÄĄˇŁŇÔĎÂŔýÓ¦ÓĂ°¸ŔýŔ´ËµŁ¬ÎŇĂǾͲÉÓĂÁËTRILOSą«ËľµÄTR80AĐÍČýąő»ú¶ÔŐł¶ČÎŞ85000CpsŁ¨˛ÉÓĂTRILOSµÄRH-xĐÍÁ÷±ä˛âµĂŁ©˝řĐĐ·Öɢ´¦ŔíˇŁ
Ę×ĎČÔÚĽä϶ģʽĎ½řĐĐÔ¤»ěşĎ×÷ҵŁ¬łőʼϸ¶ČÔĽÎŞ12umˇŁÉ豸ǰşóĽä϶·Ö±đČçĎÂŁş
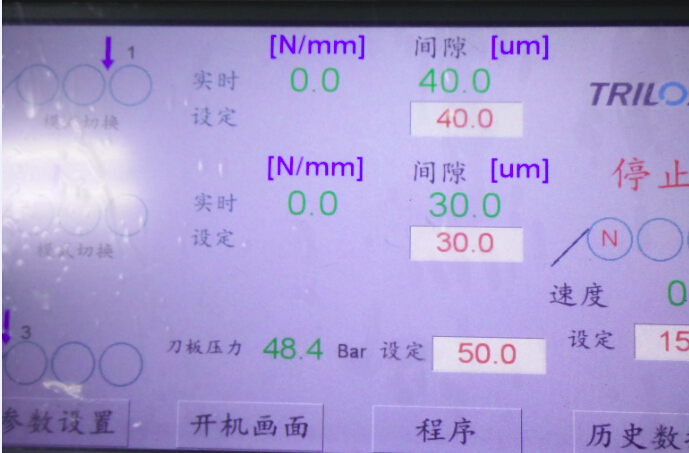
ÔÚĽä϶ģʽĎÂÁ¬Đř˝řĐĐÁ˝¸öŃ»·µÄÔ¤»ěşĎşóŁ¬˝¬ÁĎÁ÷¶ŻĐÔ»áÓĐËů¸ÄÉơŁŇň´ËżÉŇÔČ·¶¨˝¬ÁĎŇѾͨąýĽä϶ĽäµÄĽôÇĐÁ¦±»łä·Ö»ěşĎÁˡŁ´Ëʱ˝¬ÁϵÄϸ¶ČČçĎÂÍĽËůĘľŁ¬´óÓÚ8umŁ¬żÉĽűÔÚÔ¤»ěşĎµÄąýłĚÖĐŁ¬ŇŃľłöĎÖ˛ż·Ö·ÖɢЧąűˇŁµ«ŇŞ´ďłÉ×îÖŐϸ¶ČŁ¬»ąĐčŇŞ˛ÉÓĂTR80AµÄŃąÁ¦ÄŁĘ˝Ŕ´˝řĐĐ˝řŇ»˛˝ŃĐÄĄˇŁ
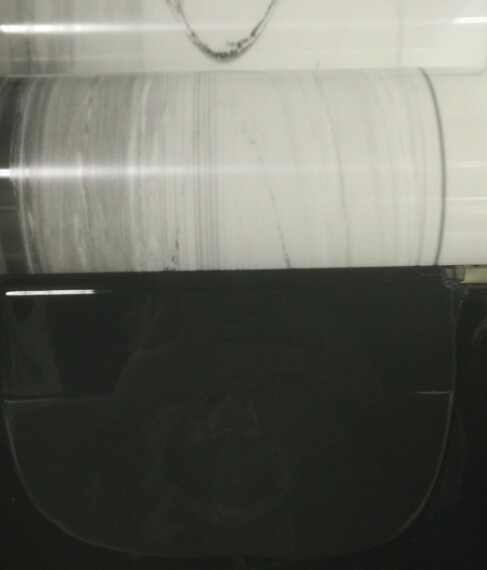
ËůνѹÁ¦ÄŁĘ˝Ł¬Ľ´ąőͲÓëąőͲ֮ĽäÖ»ĘäłöąĚ¶¨µÄŃąÁ¦ÖµŁ¬¶řĽä϶ĘDz»¶ĎͨąýPID´¦ŔíĆ÷żŘÖƱ仯ŇÔ±ŁłÖşă¶¨ŃąÁ¦µÄĘäłöˇŁ¸Ă˛Ů×÷¶ÔÓÚÎďÁĎÖĐş¬Óв»ŇײúÉú±äĐεĿĹÁŁŁ¬ÁŁĐÍÎŢĚŘĘâŇŞÇóµÄ·ÖɢŃĐĥЧąű±Č˝ĎÍ»łöˇŁ¶řÎŮ˝¬ľÍ·űşĎÉĎĘöŇŞÇ󣬹ʲÉÓĂŃąÁ¦ÄŁĘ˝˝řĐĐĽÓą¤ˇŁľßĚĺµÄČýąő»ú˛ÎĘýÉčÖĂČçĎÂËůĘľŁş

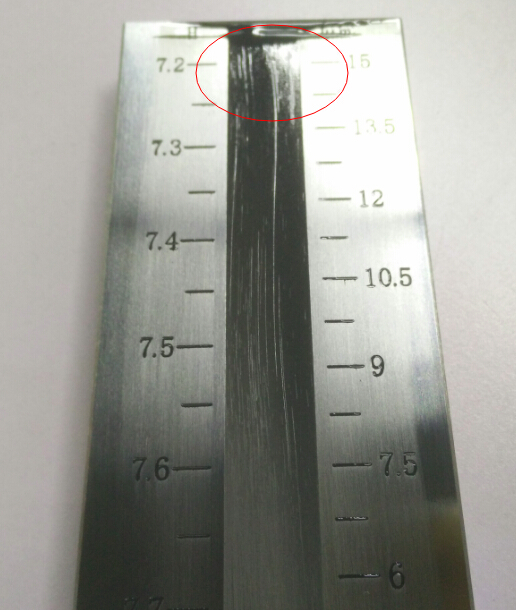
¶ř˛ÉÓĂŃąÁ¦ÄŁĘ˝¶ÔÎďÁĎ˝řĐĐ´¦ŔíŁ¬˝ö˝öĐčŇŞŇ»´ÎŃ»·şóĽ´żÉµĂµ˝×îÖŐϸ¶ČÔÚ5umŇÔϵÄÎŮ˝¬ˇŁÇŇÓÉÓÚąőͲ˛ÄÖĘѡÓõÄÎŞŃő»ŻďŻąőͲŁ¬ËůŇÔÎďÁĎËđʧşÜСŁ»ąőͲ±íĂćҲ±Č˝ĎČÝŇ×Çĺ˝ŕˇŁĂ»ÓĐłöĎÖżĹÁŁÇ¶ČëąőͲ»ňąőͲ»®şŰµÄÇéżöˇŁ

×ÜĚĺąŰ˛ě¸Ă°¸ŔýşóŁ¬żÉµĂłöŇÔĎÂĽ¸µă˝áÂۡŁĘ×ĎČŁ¬¶ÔÓÚŐł¶Č±Č˝Ď¸ßµÄÎŮ˝¬Ŕ´ËµŁ¬ĎëҪͨąýĆäËűµÄ·ÖɢŃĐÄĄĘÖ¶ÎŔ´˝µµÍϸ¶Č×îÓĐЧÇŇĐԼ۱Č×î¸ßµÄ·˝·¨ÎŞČýąőŃĐÄĄ»úˇŁĆä´ÎŁ¬ąőͲ˛ÄÖʵÄѡÔńÉĎŁ¬ÓÉÓÚÖ÷ŇŞ˝µµÍϸ¶ČµÄąýłĚÎŞŃąÁ¦ÄŁĘ˝ˇŁąĘ×îşĂ˛ÉÓĂŃő»ŻďŻ»ňĚĽ»ŻąčŇ»Ŕŕ±íĂć´Ö˛Ú¶Č˝ĎµÍµÄąőͲˇŁ·ńÔňĽ«Ň×ÔěłÉÇĺ˝ŕ˛»ĽŃ˛úÉúµÄ˛ĐÁôÎďÁĎ´®»ěˇŁ×îşó±ŘĐë˛ÉÓĂĽä϶ģʽĽÓŃąÁ¦ÄŁĘ˝µÄË«ÄŁĘ˝˛Ů×÷˛ĹÄÜą»ÔÚͬһ˛żÉ豸ÉĎÍęłÉÓÉÔ¤»ěşĎµ˝¸ßľ«¶Č·ÖɢŃĐÄĄµÄŐű¸öąýłĚˇŁ
ÉĎşŁČ˺ͿĆѧŇÇĆ÷ÓĐĎŢą«Ëľ
ÁŞĎµ·˝Ę˝Łş4008-200-117
ÍřÖ·Łşwww.renhe.net
Ďęϸ×ĘÁĎ»¶ÓÁŞĎµŁş
ÎâľŔíŁş13918294437
ÓĘĎ䣺info@renhesci.com



